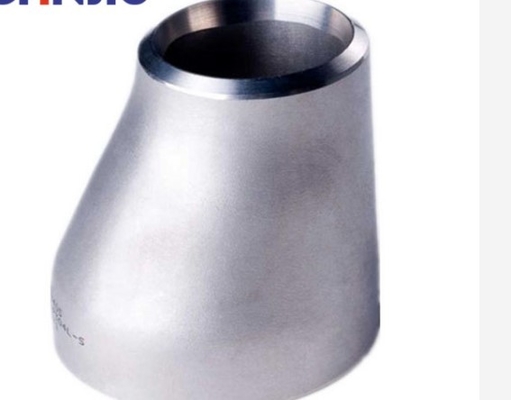
Łącznik do spawania doczołowego Super Duplex ze stali nierdzewnej UNS S32750 mimośrodowy reduktor 1 * 3/4 ASME B16.9
Reduktory mimośrodowe odnoszą się do rur o różnych średnicach, których środki nie są włączone
ta sama linia i rurki zjeden środek na tej samej linii nazywamy koncentrycznymi
reduktory.Powszechnie stosowanymi procesami formowania są obkurczanieformowanie, ekspansja
formowanie lub obkurczanie i rozszerzanie formowania, a tłoczenie może być również stosowane na pewno
specyfikacje rur o różnych średnicach.Zastosowanie reduktora mimośrodowego Dysza
średnica dwóch końców reduktora mimośrodowego jest inna, dlatego służy do łączenia
złączki rurowe lub kołnierze o różnych średnicach w celu zmiany średnicy.Rury z różnymi
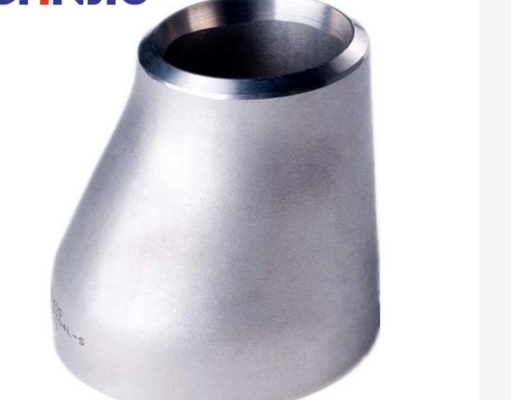
średnice mimośrodowe na obu końcach ust, środek okręgu jest na tym samym
osi, gdy średnica rury jest obliczana z osią, pozycja rury pozostaje niezmieniona
niezmieniony, zwykle używany do zmiany średnicy rury gazowej lub pionowej z cieczą.
Okrągłość reduktora nie powinna być większa niż 1% średnicy zewnętrznej reduktora
odpowiedni koniec, a dopuszczalne odchylenie wynosi ± 3 mm.Materiał reduktora implementuje
SY/T5037, GB/T9711, GB/T8163, amerykańska norma ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, norma niemiecka DIN i klient
standardy wymagań
Redukcja (duża i mała głowica) to rodzaj złączek rurowych służących do redukcji rur.Formowanie
powszechnie stosowanym procesem jest prasowanie ze zmniejszoną średnicą, prasowanie z rozprężaniem lub średnica
W przypadku niektórych specyfikacji można również zastosować redukcję i prasowanie rozszerzające oraz tłoczenie
reduktorów.
a.Formowanie kurczące się/rozszerzające
Proces formowania skurczowego reduktora polega na umieszczeniu pustej rury równej średnicy
duży koniec reduktora do formy formującej, a metal porusza się wzdłuż wnęki formy
i kurczy się i formuje, ściskając go wzdłuż kierunku osiowego półwyrobu rury.Odnośnie
do wielkości średnicy reduktora dzieli się na jedną tłoczoną lub wielokrotną
tłoczenie.Poniższy rysunek przedstawia schematycznie zredukowaną średnicę
formowanie koncentrycznych reduktorów.
Formowanie rozszerzające średnicę to użycie wykrojów rur mniejszych niż średnica dużego
koniec reduktora, a wewnętrzna średnica półwyrobu rury jest rozszerzona wzdłuż wewnętrznej
średnica półwyrobu rury z wewnętrznym wykrojnikiem.Proces rozszerzania średnicy
rozwiązuje głównie sytuację, w której reduktor o dużej średnicy nie jest łatwy do uformowania
poprzez kurczenie się, a czasem zgodnie z potrzebami formowania materiałów i produktów,
metoda rozszerzania średnicy i zmniejszania średnicy jest łączona.
W procesie kurczenia się lub rozszerzania średnicy odkształcenia naciskając, zgodnie z
różne materiały i zmiany średnicy, określa się stosowanie prasowania na zimno lub na gorąco.
W normalnych warunkach tłoczenie na zimno jest stosowane w jak największym stopniu, ale tłoczenie na gorąco
powinien być stosowany do ciężkich hartowań roboczych spowodowanych wielokrotnym reduktorem, grubą ścianką
lub materiały ze stali stopowej.
b.Formowanie tłoczne
Oprócz wykorzystania rur stalowych jako surowców do produkcji reduktorów, niektóre specyfikacje
reduktorów można również wytwarzać przez tłoczenie i formowanie blach stalowych.Kształt
matryca używana do rozciągania jest zaprojektowana zgodnie z rozmiarem wewnętrznej powierzchni reduktora,
a blacha stalowa po wykrojeniu jest tłoczona i rozciągana przez matrycę.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish